-
减速机-NGW-L-F81等
- 信息发布日期:2021.08.30 标签: 辽宁省招标 鞍山市招标
-
加入日期: 2021.08.30 地 区: 鞍山市 内 容: 标段(包)信息 标段(包)序号标段(包)编号标段(包)名称标书价格购买标书截止时间标段(包)状态 ***ZB**********/***减速机-NGW-L-F**等***元****-**-** **:**:**已发标 标段(包)基本信息 招标编号: ZB********** 采购类 -
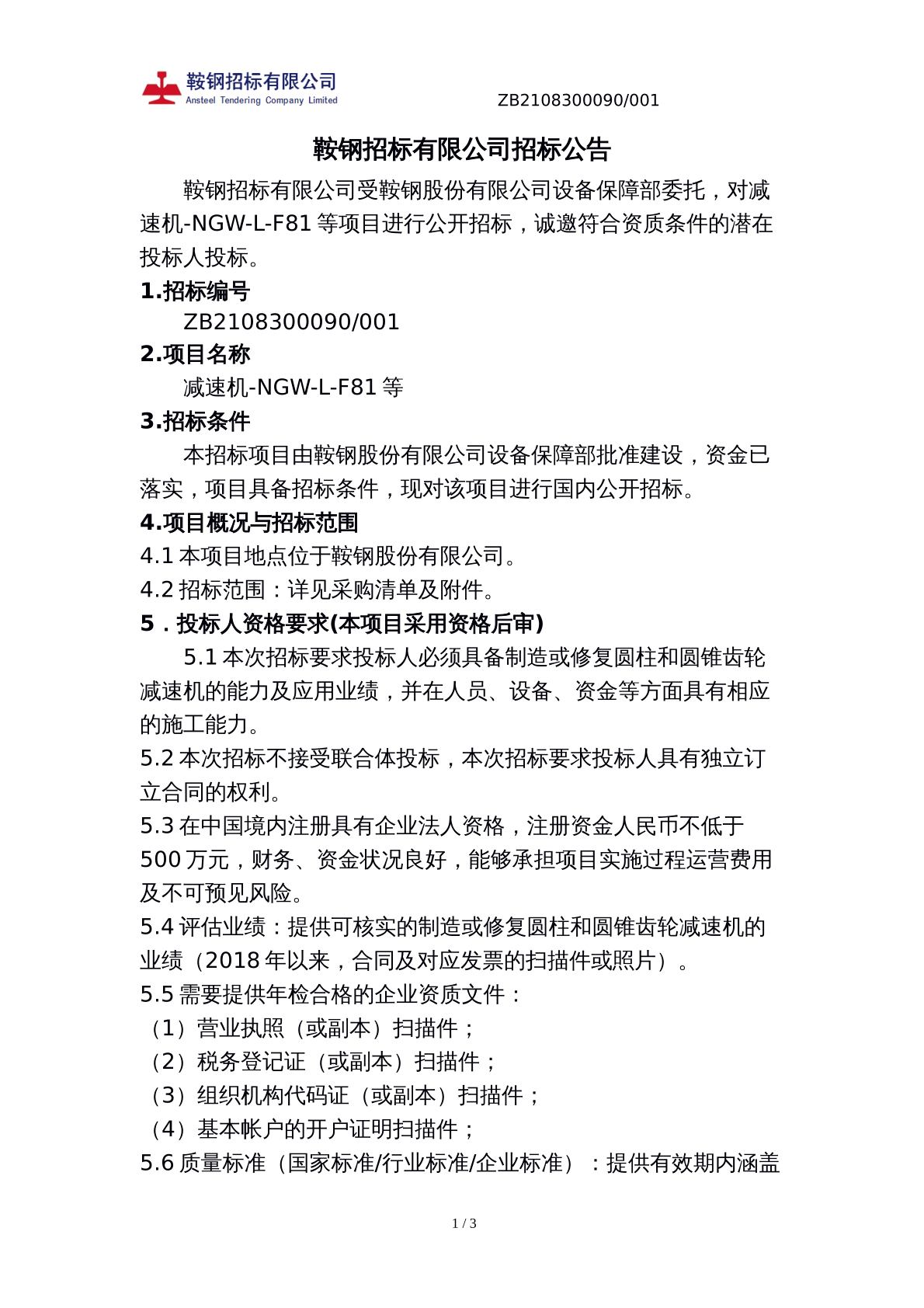
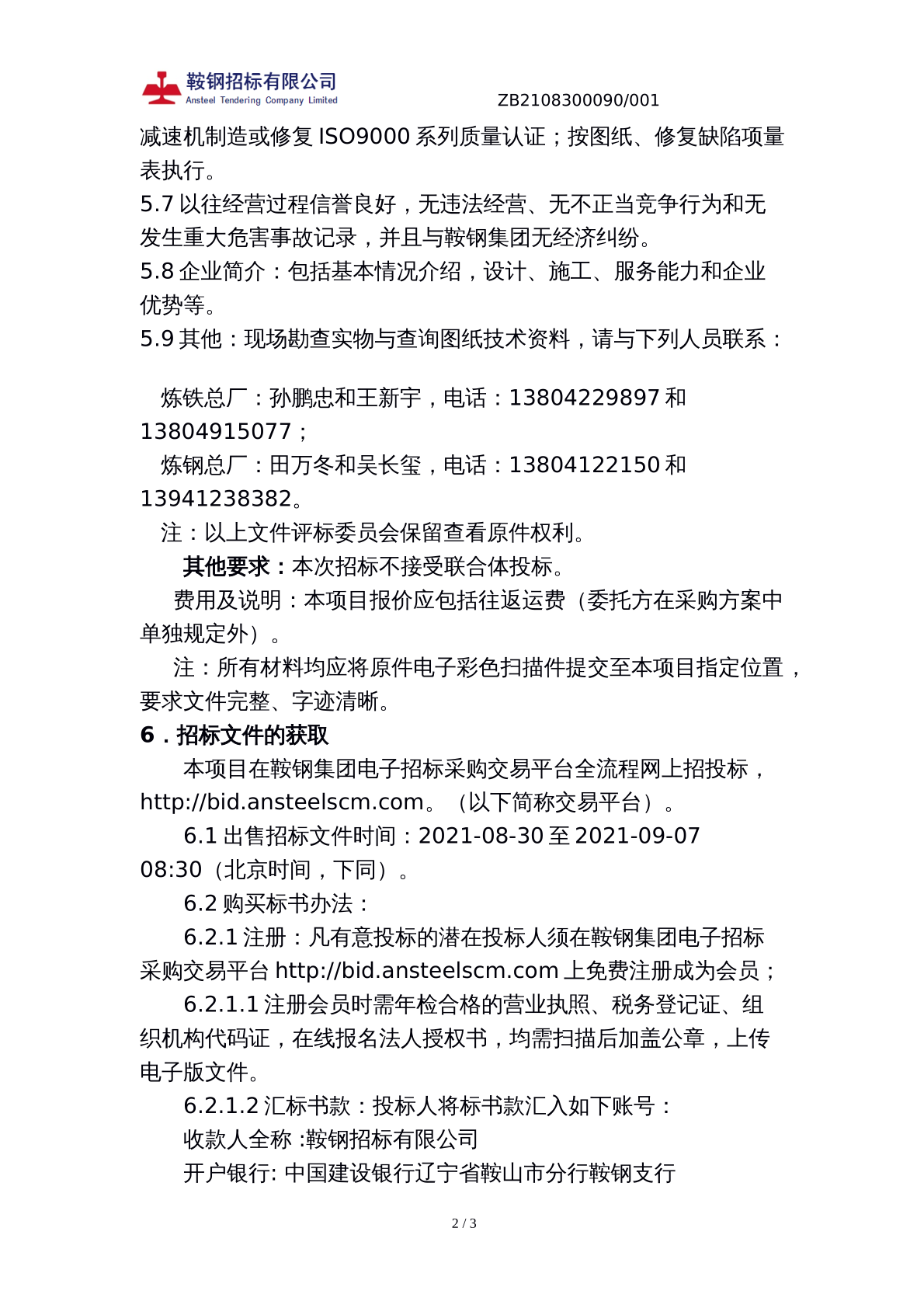
招标公告正文
-
标段(包)信息
标段(包)序号 标段(包)编号 标段(包)名称 标书价格 购买标书截止时间 标段(包)状态 001 ZB2108300090/001 减速机-NGW-L-F81等 100元 2021-09-08 08:30:00 已发标 标段(包)基本信息招标编号:ZB2108300090采购类别:设备备件申请时间:2021-08-30委托人:杜志忠采购方式:公开招标价格控制方式:预测价评标办法:经评审的最低投标价法项目名称:减速机-NGW-L-F81等委托单位:鞍钢股份有限公司设备保障部报价类型:不含税报价 13%供应分类:设备修复是否组合标:组合标报价响应率:100%项目经理:王岱时间设置招标文件发售开始时间:2021-08-30 16:00投标文件递交截止时间:2021-09-08 08:30开标时间:2021-09-08 08:30招标文件发售截止时间:2021-09-07 08:30提问澄清截止时间:2021-09-08 08:30开标地点:网上开标偏离项偏离项 是否允许偏离 内容 付款条件 否交货期 否技术指标 否其他 否需求清单扩展项:组合标序号采购方案号物料编码物料名称规格型号材质商品品牌质量标准采购数量计量单位供应家数交货地修复标准缺陷名称及缺陷经验主要修复工艺要求验收标准及方法对承修方的要求需用单位备注1101202108230012C112302019998减速机-NGW-L-F814个1鞍钢股份有限公司1、更换齿轮,齿圈、轴承以及齿轮和轴承润滑油。2、清洗齿轮箱及外壳。 3、保证齿轮啮合正常,轴承间隙在合理范围。4、保证减速机密封性能良好,无漏油情况。5、保证齿轮的材质相符及轮齿的机械强度,轴承的型号和材料的一致性。轴承、齿轮轴、压盖、调整垫损坏更换轴承、齿轮轴、压盖、调整垫,单机运行一个工作日检查齿轮材质、轮齿的强度及润滑情况,检查轴承的润滑情况、轴承型号和材质。通过试运转观察齿轮的啮合情况以及轴承的振动情况以及是否有异音,振动是否异常。有制造及修复资质,发生质量异议沟通后无偿修复或更换新品。炼钢总厂炼钢1#线2101202108230012000A501010138减速机-JZQ750-31.5-11台1鞍钢股份有限公司按照JB/T8853-2001中硬齿面圆柱齿轮减速机标准要求验收。试车2小时以上,声音正常无异音,轴承温度小于度,运转平稳不振动,检查孔、油位计、轴承盖、油管等无泄漏。1段齿轮损坏,轴承损坏,漏油。1.2段轴承磨损换新及1段齿轮换新,处理漏油,试转4个小时。更换件乙供,更换轴承为瓦轴或洛轴,旧件返厂。按照JB/T8853-2001中硬齿面圆柱齿轮减速机标准要求验收。1)保证修复质量和工期要求及使用寿命 (2)关键设备要求承修方有良好的修复业绩,属于专业修复厂家炼铁总厂310120210823001200C2201010091减速机-JZQ800-87.1-Ⅰ2个1鞍钢股份有限公司按照减速机-JZQ800-87.1-Ⅰ国标标准进行修复一段轴(36kg)坏需整体换新;轴承换新8套(32308,30311,30315,32224)。油封更换处理漏油,平口处理漏油,小盖透气孔恢复。拆解、清洗、加工更换齿轮轴、上下剖分面堆焊加工,平口处理漏油,小盖透气孔恢复,更换损坏轴承密封圈,调整各部件间隙,单机试车依据减速机-JZQ800-87.1-Ⅰ修复国标标准技术要求。是减速机修复类合格供方,有较好的减速机修复业绩。炼铁总厂4101202108230012000A501039080减速机-ZL42.5-I i=201台1鞍钢股份有限公司按照减速机-ZL42.5-I i=20国标标准进行修复一段轴磨损换新35kg,轴承换新6套(310,7312,7316),油封更换处理一段及末端漏油。轴承乙供。拆装,清洗,检测,加工更换备件,一段轴更换,调整部件间隙,轴承更换,密封更换,单机试车。依据减速机-ZL42.5-I i=20修复国标标准技术要求。是减速机修复类合格供方,有较好的减速机修复业绩。炼铁总厂5101202108230012000A502030031减速机-DCY250-31.5-1N1台1鞍钢股份有限公司按照减速机-DCY250-31.5-1N国标标准进行修复箱体漏油,齿轮、齿轴、轴承磨损。解体检查,一段轴齿更换,轴承换新7313/7611/7615/7524各2套,36111套,油封换新5套,处理漏油。依据减速机-DCY250-31.5-1N修复国标标准技术要求。是减速机修复类合格供方,有较好的减速机修复业绩。炼铁总厂6101202108230012000A501010066减速机-JZQ1000-31.50-I1个1鞍钢股份有限公司按照减速机-JZQ1000-31.50-I国标标准进行修复箱体漏油,齿轮、齿轴、轴承磨损。解体检查,二段轴齿换新,轴承7318 *2套 7524* 2检查换新,处理漏油。依据减速机-JZQ1000-31.50-I修复国标标准技术要求。是减速机修复类合格供方,有较好的减速机修复业绩。炼铁总厂710120210823001200Q2001032655减速机-DCY315-40-I-N(末段双出轴Φ140)1个1鞍钢股份有限公司按照减速机-DCY315-40-I-N(末段双出轴Φ140)国标标准进行修复箱体漏油,齿轮、齿轴、轴承磨损。解体检查,一段轴齿更换,轴承换新3613一套,7313俩套,油封换新2套,处理漏油。依据减速机-DCY315-40-I-N(末段双出轴Φ140)修复国标标准技术要求。是减速机修复类合格供方,有较好的减速机修复业绩。炼铁总厂81012021082300120012001030031减速机-DCY450i=50装配ⅠS1台1鞍钢股份有限公司按照JB/T8853-2001中硬齿面圆柱齿轮减速机标准要求验收。试车2小时以上,声音正常无异音,轴承温度小于度,运转平稳不振动,检查孔、油位计、轴承盖、油管等无泄漏。一段末端接手拆按,轴承7套磨损(32320X1,22328X4,3544X2),漏油,减速机油箱处理干净,重新密封。一段末端接手拆按,换新轴承换新7套(32320X1,22328X4,3544X2),首尾密封换新,减速机油箱处理干净,重新密封。调整各段轴承间隙。试转4个小时。更换件乙供,更换轴承为瓦轴或洛轴,旧件返厂。按照JB/T8853-2001中硬齿面圆柱齿轮减速机标准要求验收。1)保证修复质量和工期要求及使用寿命 (2)关键设备要求承修方有良好的修复业绩,属于专业修复厂家炼铁总厂91012021082300120012201010415减速机-DCY500-50-2N1个1鞍钢股份有限公司按照JB/T8853-2001中硬齿面圆柱齿轮减速机标准要求验收。试车2小时以上,声音正常无异音,轴承温度小于度,运转平稳不振动,检查孔、油位计、轴承盖、油管等无泄漏。一段末端接手拆按,轴承磨损7套(32326X1,22324X4,3544X2),漏油,减速机油箱处理干净,重新密封。一段末端接手拆按,换新轴承换新7套((32326X1,22324X4,3544X2),首尾密封换新,减速机油箱处理干净,重新密封。调整各段轴承间隙。试转4个小时。更换件乙供,更换轴承为瓦轴或洛轴,旧件返厂。按照JB/T8853-2001中硬齿面圆柱齿轮减速机标准要求验收。(1)保证修复质量,工期要求和使用寿命。 (2)关键设备要求修复方有良好的修复业绩属于专业厂家。炼铁总厂101012021082300120092201010063减速机-ZSY280-31.5-Ⅵ1个1鞍钢股份有限公司按照JB/T8853-2001中硬齿面圆柱齿轮减速机标准要求验收。试车2小时以上,声音正常无异音,轴承温度小于度,运转平稳不振动,检查孔、油位计、轴承盖、油管等无泄漏。一段轴磨损,二段齿轮磨损,轴承磨损、骨架密封圈换新,平口、侧盖渗油处理。一段轴换新,二段齿轮换新,轴承全部、骨架密封圈换新,平口、侧盖渗油处理。试转2个小时(厂供一段轴、二段齿轮,轴承乙供要求洛轴和瓦轴,旧件返厂)按照JB/T8853-2001减速机标准要求验收。专业厂家修复,具有良好业绩,炼铁总厂11101202108230012000A502031057减速机-DCY400-40-Ⅱ-N1个1鞍钢股份有限公司按照JB/T8853-2001中硬齿面圆柱齿轮减速机标准要求修复。试车2小时以上,声音正常无异音,轴承温度小于度,运转平稳不振动,检查孔、油位计、轴承盖、油管等无泄漏。减速机漏油,侧盖损坏,轴承磨损,1段轴磨损,偶合器拆除,接手拆安。本体拆卸清洗检查调整安装正常修复,1段轴修复,侧盖换新,密封换新,偶合器、接手拆安,探伤检测易损轴齿,试车2小时以上检测调整。更换件乙供,轴承要求瓦轴或洛轴正品,旧件返厂。按照JB/T8853-2001中硬齿面圆柱齿轮减速机标准要求验收。1)保证修复质量和工期要求及使用寿命(2)关键设备要求承修方有良好的修复业绩,属于专业修复厂家炼铁总厂12101202108230012C102806019993减速机-BLD12-11-4BLD12-11-4 电机Y112M-4/4.0KW/380V/8.8A/1440转2台1鞍钢股份有限公司(1) 清洗拆卸各部件,用去油剂将表面油污清理干净,去除表面铁渣等粘结物,露出原件本色。 (2)拆卸后检查个零件及轴是否弯曲、变形,安装轴承及附件部位尺寸及公差。 (3) 安装前先确定装配形式。 (4)轴承内圈必须紧贴轴肩或定距环。 (5) 轴承必须用加热器,加热后安装;安装密封圈必须正装。 (6)安装其它附件时必须测量轴径及附件内孔尺寸。 (7) 装配完附件后检查各轴轴向间隙及圆锥滚子轴承允许的轴向游隙应符合规定。 (8)机体、机盖分合面螺栓应按规定的预紧力拧紧。 (9) 涂装按GB1729标准执行。轴承(NJ310/2套 甲方供)偏心套损坏、针齿销、针齿套缺失、密封损坏拆装、清洗、检测、安装更换零部件、偏心套、针齿销、针齿套、密封(1) 装配完附件后检查各轴轴向间隙及圆锥滚子轴承允许的轴向游隙应符合修复标准及技术要求的规定修复及时,保证生产使用炼钢总厂炼钢1#线131012021082300120062201010333减速机-JZQ100-6i=48.571个1鞍钢股份有限公司按照减速机-JZQ100-6i=48.57国标标准进行修复一段轴齿坏换新35kg;30318换新两套,32230轴承换新2套。首段末段处理漏油,油封更换2件,平口处理漏油,小盖透气孔恢复。拆解、清洗、加工更换齿轮轴、上下剖分面堆焊加工,平口处理漏油,小盖透气孔恢复,更换损坏轴承密封圈,调整各部件间隙,单机试车依据减速机-JZQ100-6i=48.57修复国标标准技术要求。是减速机修复类合格供方,有较好的减速机修复业绩。炼铁总厂141012021082300120012001030027减速机-DCY315i=31.5装配ⅠS1台1鞍钢股份有限公司按照JB/T8853-2001中硬齿面圆柱齿轮减速机标准要求验收。试车2小时以上,声音正常无异音,轴承温度小于度,运转平稳不振动,检查孔、油位计、轴承盖、油管等无泄漏。 按照JB/T8853-2001中硬齿面圆柱齿轮减速机标准要求验收。 1)保证修复质量和工期要求及使用寿命 (2)关键设备要求承修方有良好的修复业绩,属于专业修复厂家一段末端接手拆按,轴承7套磨损(32320*1,22326*4,3542*2),漏油,减速机油箱处理干净,重新密封。一段末端接手拆按,段,换新轴承换新7套(32320*1,22326*4,3542*2),首尾密封换新,减速机油箱处理干净,重新密封。调整各段轴承间隙。试转4个小时。更换件乙供,更换轴承为瓦轴或洛轴,旧件返厂。按照JB/T8853-2001中硬齿面圆柱齿轮减速机标准要求验收。 1)保证修复质量和工期要求及使用寿命 (2)关键设备要求承修方有良好的修复业绩,属于专业修复厂家1)保证修复质量和工期要求及使用寿命 (2)关键设备要求承修方有良好的修复业绩,属于专业修复厂家炼铁总厂15101202108230012000A501030002圆柱齿轮减速机-ZL600-31.5-21台1鞍钢股份有限公司(按照JB/T8853-2001中硬齿面圆柱齿轮减速机标准要求验收。试车2小时以上,声音正常无异音,轴承温度小于度,运转平稳不振动,检查孔、油位计、轴承盖、油管等无泄漏。一段齿轮轴损坏、齿轮损坏、轴承损坏、油封损坏、轴承压盖拆解、清洗、加工更换齿轮轴、加工更换齿轮、加工端盖、更换损坏轴承密封圈,调整各部件间隙,单机试车。更换件乙供,更换轴承为瓦轴或洛轴,旧件返厂。按照JB/T8853-2001中硬齿面圆柱齿轮减速机标准要求验收。1)保证修复质量和工期要求及使用寿命 (2)关键设备要求承修方有良好的修复业绩,属于专业修复厂家炼铁总厂16101202108230012000A501030028减速机-ZD150-3.93-2组件1台1鞍钢股份有限公司按照JB/T8853-2001中硬齿面圆柱齿轮减速机标准要求验收。试车2小时以上,声音正常无异音,轴承温度小于度,运转平稳不振动,检查孔、油位计、轴承盖、油管等无泄漏。1.2段轴承磨损(6310),1段齿轮损坏,处理末段轴漏油。1.2段轴承换新2套(6310)及1段齿轮换新,处理末段轴漏油。,调整各部件间隙,单机试车。更换件乙供,更换轴承为瓦轴或洛轴,旧件返厂。按照JB/T8853-2001中硬齿面圆柱齿轮减速机标准要求验收。1)保证修复质量和工期要求及使用寿命 (2)关键设备要求承修方有良好的修复业绩,属于专业修复厂家炼铁总厂17101202108230012000A502030028减速机-DCY500-50-2S1台1鞍钢股份有限公司(按照JB/T8853-2001中硬齿面圆柱齿轮减速机标准要求验收。试车2小时以上,声音正常无异音,轴承温度小于度,运转平稳不振动,检查孔、油位计、轴承盖、油管等无泄漏。一段末端接手拆按,轴承磨损7套(32326X1,22324X4,3544X2),漏油,减速机油箱处理干净,重新密封。一段末端接手拆按,换新轴承换新7套((32326X1,22324X4,3544X2),首尾密封换新,减速机油箱处理干净,重新密封。调整各段轴承间隙。试转4个小时。更换件乙供,更换轴承为瓦轴或洛轴,旧件返厂。(按照JB/T8853-2001中硬齿面圆柱齿轮减速机标准要求验收。 1)保证修复质量和工期要求及使用寿命 (2)关键设备要求承修方有良好的修复业绩,属于专业修复厂家1)保证修复质量和工期要求及使用寿命 2)关键设备要求承修方有良好的修复业绩,属于专业修复厂家炼铁总厂18101202108230012000A506000876平行轴齿轮减速机-SPZH34B i=45悬臂吊大车走行平行轴齿轮减速机-SPZH34B i=45装配件2件1鞍钢股份有限公司对减速机壳体进行修复,按《重型机械通用技术条件铸钢件补焊》(JB/T5000.7-2007)标准,对机壳裂纹进行打磨焊接处理。更换减速机轴密封(耐高温),按《装配通用技术条件》(JB/T5000.10-2007)标准安装、调试,。减速机表面涂刷防锈漆,减速机内部螺栓紧固,外壳裂纹处打磨焊接完,减速机壳体及输入、输出轴无漏油现象,运转时声音正常,无较大振动。油封漏油、壳体裂纹开焊、调整垫损坏、内部螺栓松动对减速机壳体进行修复,按《重型机械通用技术条件铸钢件补焊》(JB/T5000.7-2007)标准,对机壳裂纹进行打磨焊接处理。更换减速机轴密封(耐高温),按《装配通用技术条件》(JB/T5000.10-2007)标准安装、调试,。减速机表面涂刷防锈漆,减速机内部螺栓紧固,外壳裂纹处打磨焊接完,减速机壳体及输入、输出轴无漏油现象,运转时声音正常,无较大振动。甲方技术人员到修复厂家进行验收,按《装配通用技术条件》(JB/T5000.10-2007)及《产品检验通用技术条件》(JB/T5000.1-2007)标准验收。转动灵活,转动时无异常声音,保证各部间隙,紧固件有防松措施,无漏油现象。修复方必须具备专业资质。2、双方确认后方可在线使用。3、如有异常需修复厂现场处理。点检员到修复厂试车验收。修复件上线使用3个月内出现质量问题,由修复厂免费重修。炼钢总厂炼钢1#线191012021082300120792001030001减速机-SRDJ-250功率1.5KW,输出转速48r/min,电机转速1400r/min。装配件3台1鞍钢股份有限公司1)清理减速机表面灰尘。2)更换减速机骨架油封SG60*80*12(6个)。3)按图纸减速机-SRDJ-250更换轴承30308(2套),所有轴承乙供。4)按图纸减速机-SRDJ-250更换螺旋伞齿一个,材质为20CrMnTi。按图纸减速机-SRDJ-250更换调整垫三个,材质为Q235轴承损坏、伞齿轮轴损坏、伞齿轮损坏损坏、调整垫损坏1)清理减速机表面灰尘。2)更换减速机骨架油封SG60*80*12(6个)。3)按图纸减速机-SRDJ-250更换轴承30308(2套),所有轴承乙供。4)按图纸减速机-SRDJ-250更换螺旋伞齿一个,材质为20CrMnTi。按图纸减速机-SRDJ-250更换调整垫三个,材质为Q235甲方技术人员到修复厂家验收甲方要求满足现场使用要求炼钢总厂炼钢1#线20101202108230012000A506008005减速机-QS-12-ⅩⅤⅢ配电机YZRE112,1.5KW,传动比1004个1鞍钢股份有限公司(1) 清洗拆卸各部件,用去油剂将表面油污清理干净,去除表面铁渣等粘结物,露出原件本色。 (2)拆卸后检查个零件及轴是否弯曲、变形,安装轴承及附件部位尺寸及公差。 (3) 检查齿面是否磨损、点蚀、胶合等缺陷。 (4)安装前先确定装配形式。 (5) 轴承内圈必须紧贴轴肩或定距环。 (6) 轴承必须用加热器,加热后安装;安装密封圈必须正装。 (7)安装其它附件时必须测量轴径及附件内孔尺寸。 (8) 装配完附件后检查各轴轴向间隙及圆锥滚子轴承允许的轴向游隙应符合规定。 (9)机体、机盖分合面螺栓应按规定的预紧力拧紧。 (10) 涂装按GB1729标准执行。轴承、电机齿轮损坏、齿轮轴损坏、斜齿轮损坏、密封损坏、电机端接手损坏、地脚断裂拆解、清洗、加工齿轮轴、加工齿轮、调整各部件间隙,涂装按GB1729标准执行,严格按照GB/T11870-1989减速机维修制造标准进行验收。(1) 装配完附件后检查各轴轴向间隙及圆锥滚子轴承允许的轴向游隙应符合修复标准及技术要求的规定修复及时,保证生产使用炼钢总厂炼钢2#线21101202108230012000A501010092减速机-ZQ500-31.5-12件1鞍钢股份有限公司(1) 清洗拆卸各部件,用去油剂将表面油污清理干净,去除表面铁渣等粘结物,露出原件本色。 (2)拆卸后检查个零件及轴是否弯曲、变形,安装轴承及附件部位尺寸及公差。 (3) 检查齿面是否磨损、点蚀、胶合等缺陷。 (4)安装前先确定装配形式。 (5) 轴承内圈必须紧贴轴肩或定距环。 (6) 轴承必须用加热器,加热后安装;安装密封圈必须正装。 (7)安装其它附件时必须测量轴径及附件内孔尺寸。 (8) 装配完附件后检查各轴轴向间隙及圆锥滚子轴承允许的轴向游隙应符合规定。 (9)机体、机盖分合面螺栓应按规定的预紧力拧紧。 (10) 涂装按GB1729标准执行。一段轴损坏,轴承磨损,油封老化漏油。一段轴损坏换新(23.4kg),轴承换新2套(7316),油封更换处理漏油。更换件乙供,旧件返厂。(1) 装配完附件后检查各轴轴向间隙及圆锥滚子轴承允许的轴向游隙应符合修复标准及技术要求的规定 (2)涂装按GB1729标准执行。修复及时,保证生产使用炼铁总厂序号采购方案号物料编码物料名称规格型号材质商品品牌质量标准采购数量计量单位供应家数交货地修复标准缺陷名称及缺陷经验主要修复工艺要求验收标准及方法对承修方的要求需用单位备注重要要求技术质量要求:商务要求:资质条件资质要求:序号资质编码资质名称资质描述资质备注暂无数据 注册资金:业绩要求:能力要求:财务状况:其他要求:
正文详见图片





.
客户咨询:400-633-1888 信息发布电话:13030031390 传真号码:010-59367999 总部地址:北京市海淀区中关村大街11号7层(100190)
北京智诚风信网络科技有限公司 北京中招国联科技有限公司 北京中招国联咨询有限公司 北京国建伟业咨询有限公司 哈尔滨中招国联科技有限公司 石家庄易投网络科技有限公司
Copyright © 2005-2024 版权所有 招标网 京ICP证050708号-1 证书 京公网安备 11010802028602号
京公网安备 11010802028602号
北京智诚风信网络科技有限公司 北京中招国联科技有限公司 北京中招国联咨询有限公司 北京国建伟业咨询有限公司 哈尔滨中招国联科技有限公司 石家庄易投网络科技有限公司
Copyright © 2005-2024 版权所有 招标网 京ICP证050708号-1 证书
京公网安备 11010802028602号