-
朝阳钢铁炼铁关键辊修复
招标文件下载 - 信息发布日期:2021.08.13 标签: 辽宁省招标
-
加入日期: 2021.08.13 地 区: 辽宁省 内 容: 正文详见图片 标段(包)基本信息 招标编号: ZB********** 采购类别: 设备备件 申请时间: ****-**-** 委托人: 王达 采购方式: 公开招标 价格控制方式: 预测价 评标办法: 经评审的最低投标价法 项目名称 -
招标公告正文
-
正文详见图片
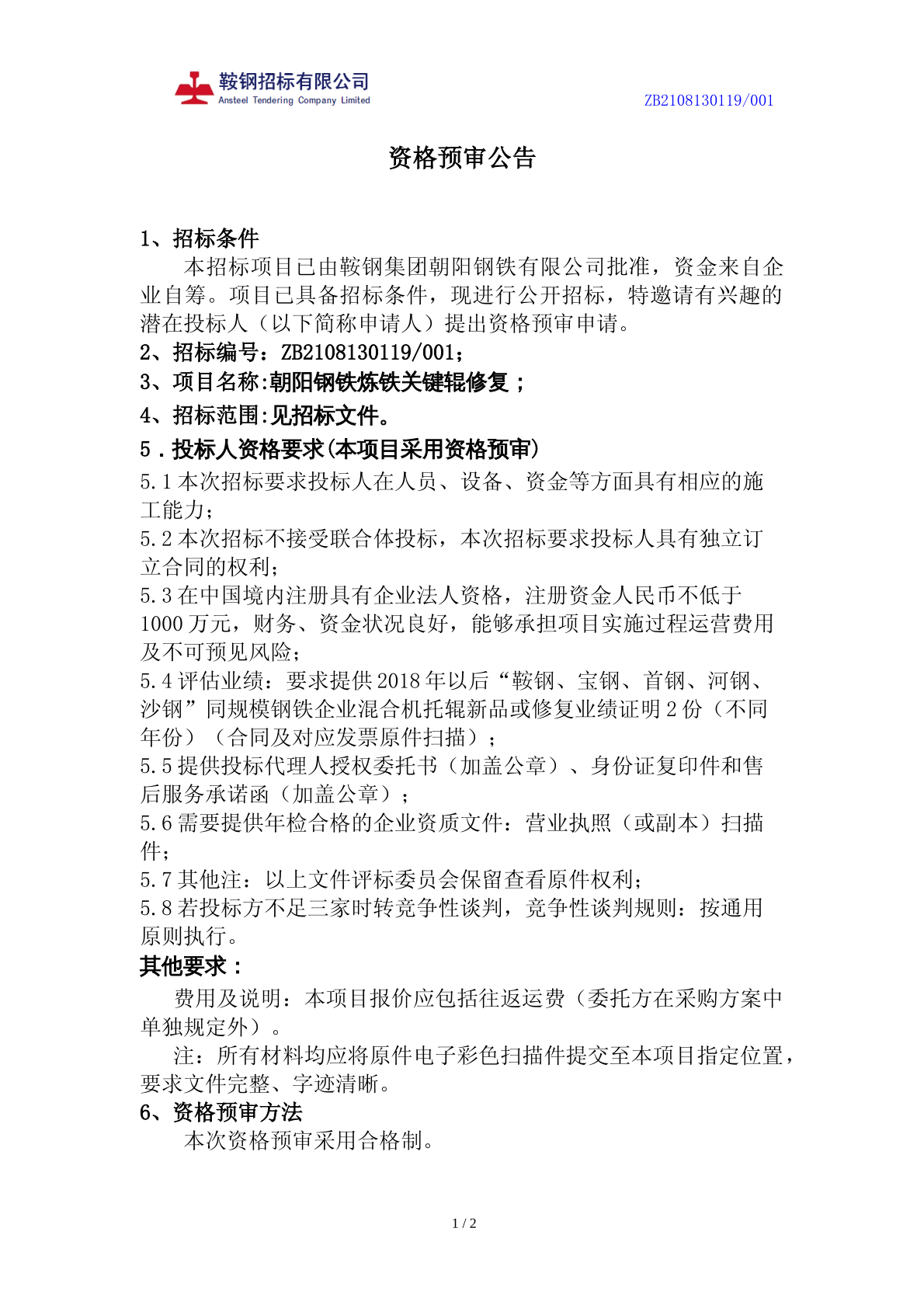
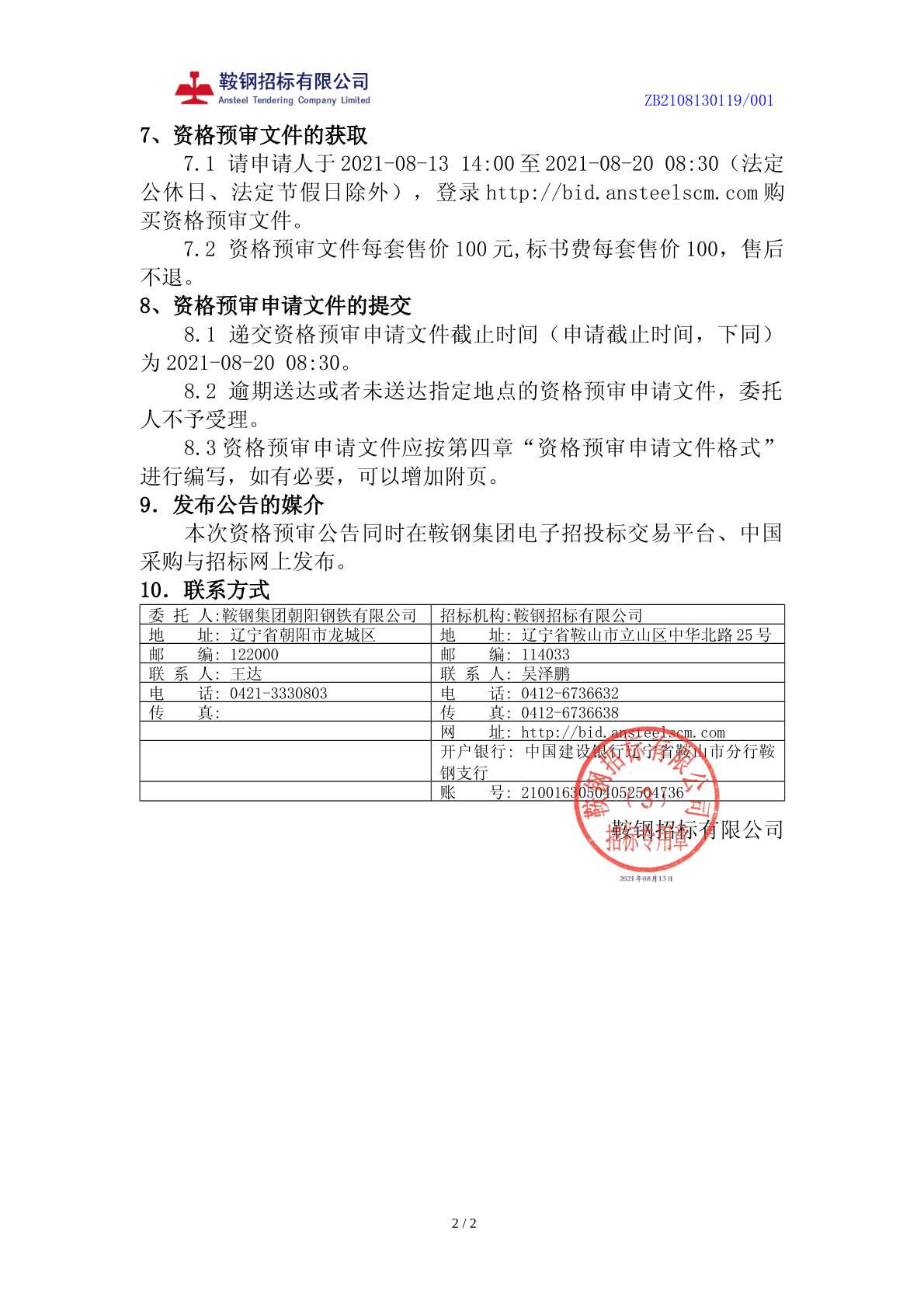
标段(包)基本信息招标编号:ZB2108130119采购类别:设备备件申请时间:2021-08-12委托人:王达采购方式:公开招标价格控制方式:预测价评标办法:经评审的最低投标价法项目名称:朝阳钢铁炼铁关键辊修复委托单位:鞍钢集团朝阳钢铁有限公司报价类型:不含税报价 13%供应分类:设备修复是否组合标:组合标报价响应率:100%项目经理:吴泽鹏时间设置资格预审文件发售开始时间:2021-08-13 14:00资格预审文件递交截止时间:2021-08-20 08:30资格预审开标时间:2021-08-20 08:30资格预审文件发售截止时间:2021-08-20 08:30资格预审提问截止时间:2021-08-20 08:30资格预审开标地点:网上开标偏离项偏离项 是否允许偏离 内容 付款条件 否
货到验收合格后,依据请款单开具合法发票、挂账、付款(按朝阳钢铁现行付款政策执行)交货期 否
12个月技术指标 否其他 否需求清单扩展项:组合标序号采购方案号物料编码物料名称规格型号材质商品品牌质量标准采购数量计量单位供应家数交货地修复标准缺陷名称及缺陷经验主要修复工艺要求验收标准及方法对承修方的要求需用单位备注1D27GK-2021080032Y050499990072磨辊磨辊-K3743.16.3.03PC0炼铁厂高炉检修工区解体检查内部构件,辊套磨损到周期更换,内部轴承运行到周期更换(型号:HH953749/HH953710,品牌铁姆肯),密封更换;轴脖护板磨损更换;油封更换采用进口件。恢复其功能。(辊套及轴承甲供,旧件必须运回)出具相应报告。解体检查内部构件,辊套磨损到周期更换,内部轴承运行到周期更换(型号:HH953749/HH953710,品牌铁姆肯),密封更换;轴脖护板磨损更换;油封更换采用进口件。恢复其功能。(辊套及轴承甲供,旧件必须运回)出具相应报告。磨辊采用硬质耐磨合金堆焊,轴承采用铁姆肯产品,磨辊轴承润滑检查,油封全部采用进口件朝阳钢铁2D27GK-2021080032Y050399990687托辊装配-13B677-9-2托辊装配-13B677-9-21PC0炼铁厂烧结检修工区保证辊身圆度,无异常振动、无异常声音,温升≤45℃轴承(23164CAK/W33)损坏,更换2套(要求正规哈瓦洛轴承、配锥套),止退垫更换2件,锁紧备母更换2件,轴修复,装配尺寸公差必须符合图纸要求,托辊轴整体磁粉探伤或超声波探伤。并出具强度及探伤检测报告。装配后明确标明固定端及自由端。轴承座边盖制作检查孔(Φ120圆形,栽丝配检查孔盖,具体位置与甲方协商)。装配严格执行图纸要求(13B677-9-2)并保证辊皮强度不受影响。清理设备油污,轴承座表面喷漆。配90°变径油嘴确保加油孔油道通畅。保证辊身圆度,无异常振动、无异常声音,温升≤45℃,保证轴承预紧力。轴承安装游隙在标准范围内。辊皮更换保证和原辊皮同等硬度。朝阳钢铁3D27GK-2021080032Y050399990719主动辊部-K153主动辊部-K1533PC0炼铁厂烧结检修工区严格按图纸要求进行装配辊皮及胀套、挡圈更换(甲供),分解修复轴,各部装配尺寸符合图纸要求轴整体磁粉探伤或超声波探伤。并出具强度及探伤检测报告。组装辊皮与轴连接严格按图纸要求,轴承座内孔按图纸尺寸长肉车削,更换轴承2套(22332CA/W33)及锁片。确保轴承座加油孔油道通畅,设备表面油污清洗,做铁质标志牌。各部装配尺寸满足图纸要求朝阳钢铁4D27GK-2021080032Y050399990528挡轮装配-13B437-10-2挡轮装配-13B437-10-21PC0炼铁厂烧结检修工区保证辊身圆度,无异常振动、无异常声音,温升≤45℃强度符合图纸要求,轴承换新,轴头、轴孔校尺修复。设备表面,油污清理,喷漆。确保加油孔油道通畅。保证辊身圆度,无异常振动、无异常声音,温升≤45℃,保证轴承预紧力。轴承安装游隙在标准范围内。辊皮更换保证和原辊皮同等硬度。朝阳钢铁5D27GK-2021080032Y050499990163止推辊装置-13B597-13-2止推辊装置-13B597-13-21PC0炼铁厂烧结检修工区保证辊身圆度,无异常振动、无异常声音,温升≤45℃强度符合图纸要求,轴承换新,轴头、轴孔校尺修复。设备表面,油污清理,喷漆。确保加油孔油道通畅。保证辊身圆度,无异常振动、无异常声音,温升≤45℃,保证轴承预紧力。轴承安装游隙在标准范围内。辊皮更换保证和原辊皮同等硬度。朝阳钢铁6D27GK-2021080032Y050399990615被动辊部-K153被动辊部-K1533PC0炼铁厂烧结检修工区严格按图纸要求进行装配辊皮及胀套、挡圈更换(甲供),分解修复轴,各部装配尺寸符合图纸要求轴整体磁粉探伤或超声波探伤。并出具强度及探伤检测报告。组装辊皮与轴连接严格按图纸要求,轴承座内孔按图纸尺寸长肉车削,更换轴承2套(22332CA/W33)及锁片。确保轴承座加油孔油道通畅,设备表面油污清洗,做铁质标志牌。各部装配尺寸满足图纸要求朝阳钢铁7D27GK-2021080032Y050399990684托辊装配-13B676-7-2托辊装配-13B676-7-22PC0炼铁厂烧结检修工区保证辊身圆度,无异常振动、无异常声音,温升≤45℃轴承(23164CAK/W33)损坏,更换2套(要求正规哈瓦洛轴承、配锥套),止退垫更换2件,锁紧备母更换2件,轴修复,装配尺寸公差必须符合图纸要求,托辊轴整体磁粉探伤或超声波探伤。并出具强度及探伤检测报告。装配后明确标明固定端及自由端。轴承座边盖制作检查孔(Φ120圆形,栽丝配检查孔盖,具体位置与甲方协商)。装配严格执行图纸要求(13B677-9-2)并保证辊皮强度不受影响。清理设备油污,轴承座表面喷漆。配91°变径油嘴确保加油孔油道通畅。保证辊身圆度,无异常振动、无异常声音,温升≤45℃,保证轴承预紧力。轴承安装游隙在标准范围内。辊皮更换保证和原辊皮同等硬度。朝阳钢铁序号采购方案号物料编码物料名称规格型号材质商品品牌质量标准采购数量计量单位供应家数交货地修复标准缺陷名称及缺陷经验主要修复工艺要求验收标准及方法对承修方的要求需用单位备注重要要求技术质量要求:商务要求:资质条件资质要求:序号资质编码资质名称资质描述资质备注暂无数据 注册资金:业绩要求:能力要求:财务状况:其他要求:
5.1本次招标要求投标人在人员、设备、资金等方面具有相应的施工能力。 5.2本次招标不接受联合体投标,本次招标要求投标人具有独立订立合同的权利。 5.3在中国境内注册具有企业法人资格,注册资金人民币不低于1000万元,财务、资金状况良好,能够承担项目实施过程运营费用及不可预见风险。 5.4评估业绩:要求提供2018年以后“鞍钢、宝钢、首钢、河钢、沙钢”同规模钢铁企业混合机托辊新品或修复业绩证明2份(不同年份)(合同及对应发票原件扫描)。5.5提供投标代理人授权委托书(加盖公章)、身份证复印件和售后服务承诺函(加盖公章)。 5.6需要提供年检合格的企业资质文件:(1)营业执照(或副本)扫描件; 5.7其他注:以上文件评标委员会保留查看原件权利。5.8若投标方不足三家时转竞争性谈判,竞争性谈判规则:按通用原则执行。 -




.
客户咨询:400-633-1888 信息发布电话:13030031390 传真号码:010-59367999 总部地址:北京市海淀区中关村大街11号7层(100190)
北京智诚风信网络科技有限公司 北京中招国联科技有限公司 北京中招国联咨询有限公司 北京国建伟业咨询有限公司 哈尔滨中招国联科技有限公司 石家庄易投网络科技有限公司
Copyright © 2005-2024 版权所有 招标网 京ICP证050708号-1 证书 京公网安备 11010802028602号
京公网安备 11010802028602号
北京智诚风信网络科技有限公司 北京中招国联科技有限公司 北京中招国联咨询有限公司 北京国建伟业咨询有限公司 哈尔滨中招国联科技有限公司 石家庄易投网络科技有限公司
Copyright © 2005-2024 版权所有 招标网 京ICP证050708号-1 证书
京公网安备 11010802028602号