-
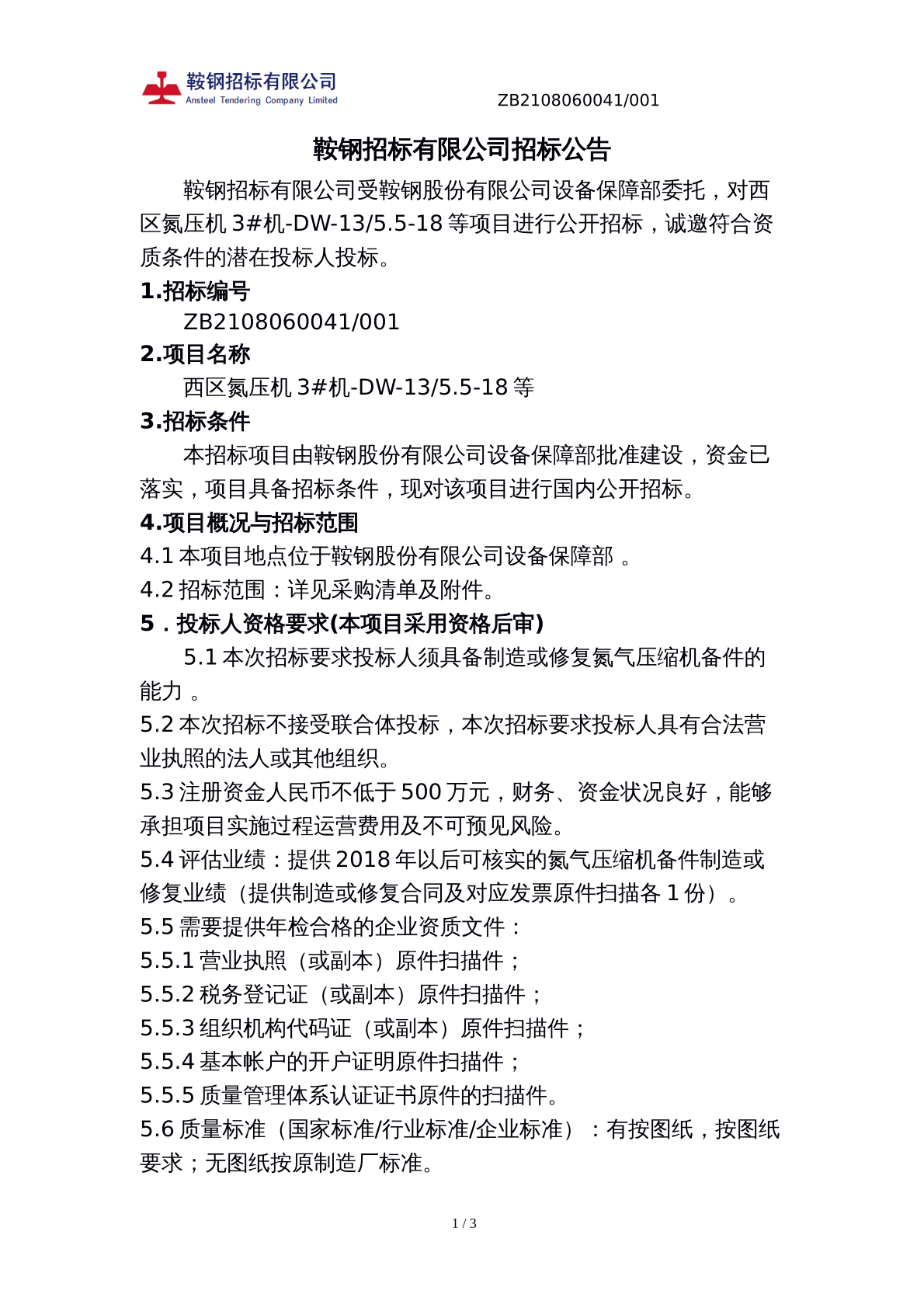
西区氮压机3#机-DW-13/5.5-18等
招标文件下载 - 信息发布日期:2021.08.06 标签: 辽宁省招标 鞍山市招标
-
加入日期: 2021.08.06 地 区: 鞍山市 内 容: 标段(包)信息 标段(包)序号标段(包)编号标段(包)名称标书价格购买标书截止时间标段(包)状态 ***ZB**********/*****氮压机*机-DW-**_*_*-**等***元****-**-** **:**:**已发标 标段(包)基本信息 招标编号: ZB******** -
招标公告正文
-
标段(包)信息
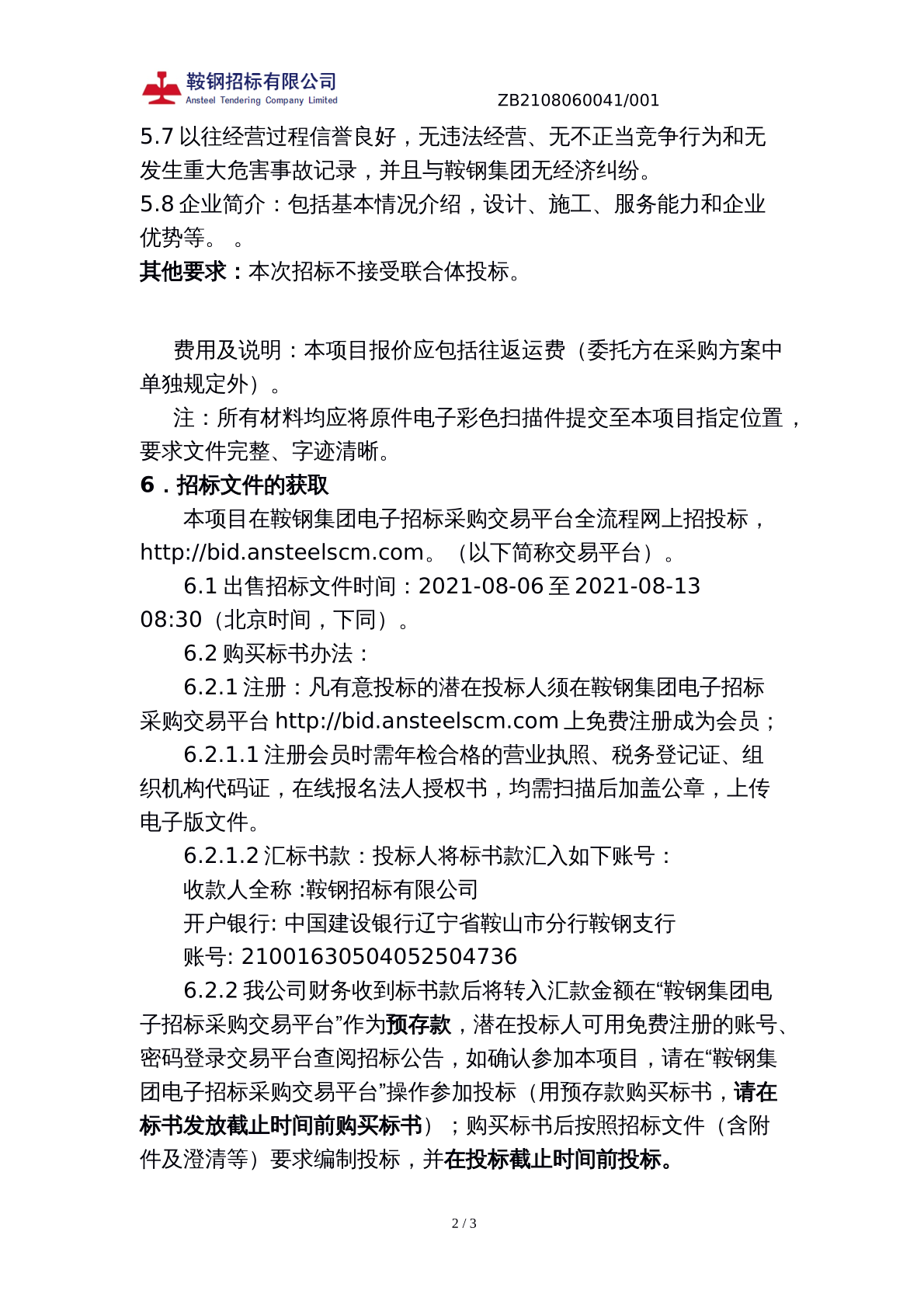
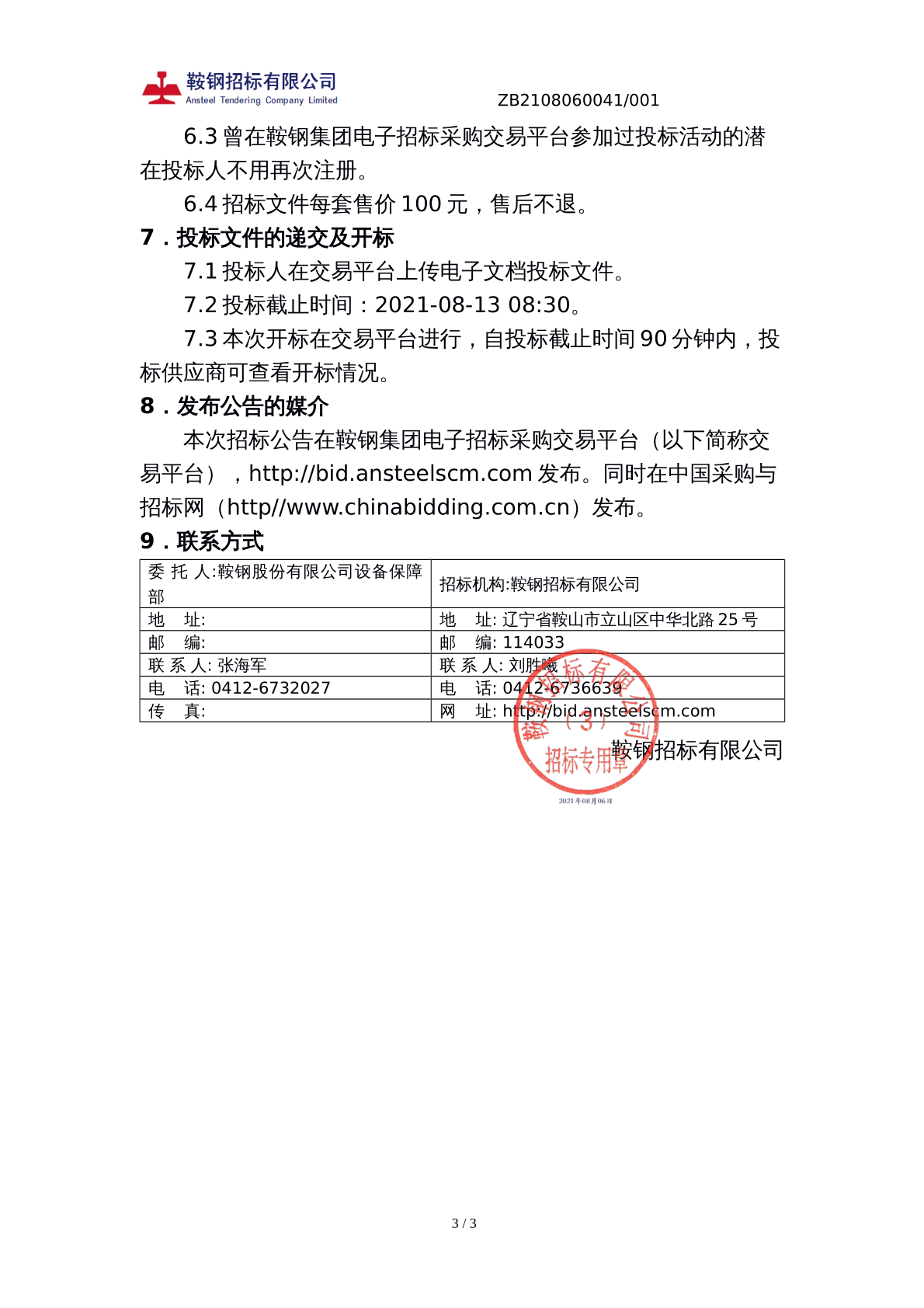
标段(包)序号 标段(包)编号 标段(包)名称 标书价格 购买标书截止时间 标段(包)状态 001 ZB2108060041/001 西区氮压机3机-DW-13_5_5-18等 100元 2021-08-13 08:30:00 已发标 标段(包)基本信息招标编号:ZB2108060041采购类别:设备备件申请时间:2021-08-05委托人:张海军采购方式:公开招标价格控制方式:预测价评标办法:经评审的最低投标价法项目名称:西区氮压机3#机-DW-13/5.5-18等委托单位:鞍钢股份有限公司设备保障部报价类型:不含税报价 13%供应分类:设备修复是否组合标:组合标报价响应率:100%项目经理:刘胜曦时间设置招标文件发售开始时间:2021-08-06 08:30投标文件递交截止时间:2021-08-13 08:30开标时间:2021-08-13 08:30招标文件发售截止时间:2021-08-13 08:30提问澄清截止时间:2021-08-13 08:30开标地点:网上开标偏离项偏离项 是否允许偏离 内容 付款条件 否交货期 否技术指标 否其他 否需求清单扩展项:组合标序号采购方案号物料编码物料名称规格型号材质商品品牌质量标准采购数量计量单位供应家数交货地修复标准缺陷名称及缺陷经验主要修复工艺要求验收标准及方法对承修方的要求需用单位备注1102202107300032P7J1403022401西区氮压机3#机-DW-13/5.5-181件1鞍钢股份有限公司1、按照JB/T9105-2013的有关规定进行修复。2、激光修复曲轴轴颈、止推面、R角、飞轮配合面等磨损部位,留有0.75mm余量。按标准尺寸精加工(曲轴磨床),液压机拆装飞轮,清理油道磨损粉末脏堵。几何尺寸≤0.015mm,轴颈跳动量≤0.03mm. 3、对曲轴箱两端破损部分进行补焊修复,修补位置必须进行打磨,打磨后的厚度不应小于该部位设计厚度,确认修补部位符合质量要求。 4、曲轴箱轴承巴氏合金轴承必须进行脱脂、去锈、打磨、漏出底部金属,浇注时,合金融化温度必须控制在380°-420°,严防过热,严禁使用成分混杂合金,浇注时第一层浇注深度100mm-150mm,每次50mm-100mm,直至浇注满为止,并流出冒口高度为20-25mm.浇注后在空气中自然冷却后才可拆除模具,减少应力,防止轴瓦变形及合金脱落。缺陷名称:西区空压站3#氮压机修复;缺陷量:1、曲轴箱两端破损严重。2、曲轴箱轴承巴氏合金轴承瓦合金面出现裂纹、大面积合金脱落、连杆磨损严重。3、曲轴箱曲轴表面出现凹坑并有裂纹。1、油冷却器(组件)泄漏严重,管束已经腐蚀,无修复价值,需要更换;连杆(组件)扭曲变形,需要更换;曲轴(QT500-7)变形,需要更换;飞轮,连接孔变形,无法修复,需要更换;十字头销,损毁,无法修复,需要更换。2、激光修复曲轴轴颈、止推面、R角、飞轮配合面等磨损部位,留有0.75mm余量。按标准尺寸精加工(曲轴磨床),液压机拆装飞轮,清理油道磨损粉末脏堵。几何尺寸≤0.015mm,轴颈跳动量≤0.03mm.3、对曲轴箱两端破损部分进行补焊修复,修补位置必须进行打磨,打磨后的厚度不应小于该部位设计厚度,确认修补部位符合质量要求。4、曲轴箱轴承巴氏合金轴承必须进行脱脂、去锈、打磨、漏出底部金属,浇注时,合金融化温度必须控制在380°-420°,严防过热,严禁使用成分混杂合金,浇注时第一层浇注深度100mm-150mm,每次50mm-100mm,直至浇注满为止,并流出冒口高度为20-25mm.浇注后在空气中自然冷却后才可拆除模具,减少应力,防止轴瓦变形及合金脱落。1、按照JB/T9105-2013的有关规定进行修复,检验合格方可出厂。2、主要零件进行耐压渗漏试验:气缸体试验压力,气道:4.5MPa,水道:0.6MPa;气缸盖试验压力,气道:4.5MPa,水道:0.6MPa;活塞体体试验压力:水道:0.6MPa;曲轴箱体试验结果:无渗漏。1、修复中发现其它未知缺陷,承修方要及时通知委托方确认。 2、提供修复出厂报告(包含修复方案、压力试验报告、各部位间隙记录)及修复出厂合格证各一份。 3、更换件均由承修方提供,并提交购件发票。 4、压缩机表面除锈、涂防腐漆、刷蓝色面漆,每种油漆两遍。 6、质保期内出现的修复质量问题,承修方承担直接损失。 7、所有更换下来的旧件全部返还委托方。 8、承修方负责修复件的运输。9、产权单位有权在任何时候进入承修单位车间进行检查、验收等工作,承修单位保证为买方提供方便条件,并配合买方及时完成现场监造工作,产权单位任何检验、检查等并不解除承修单位的责任。氧气区域序号采购方案号物料编码物料名称规格型号材质商品品牌质量标准采购数量计量单位供应家数交货地修复标准缺陷名称及缺陷经验主要修复工艺要求验收标准及方法对承修方的要求需用单位备注重要要求技术质量要求:商务要求:资质条件资质要求:序号资质编码资质名称资质描述资质备注暂无数据 注册资金:业绩要求:能力要求:财务状况:其他要求:
正文详见图片
-




.
客户咨询:400-633-1888 信息发布电话:13030031390 传真号码:010-59367999 总部地址:北京市海淀区中关村大街11号7层(100190)
北京智诚风信网络科技有限公司 北京中招国联科技有限公司 北京中招国联咨询有限公司 北京国建伟业咨询有限公司 哈尔滨中招国联科技有限公司 石家庄易投网络科技有限公司
Copyright © 2005-2024 版权所有 招标网 京ICP证050708号-1 证书 京公网安备 11010802028602号
京公网安备 11010802028602号
北京智诚风信网络科技有限公司 北京中招国联科技有限公司 北京中招国联咨询有限公司 北京国建伟业咨询有限公司 哈尔滨中招国联科技有限公司 石家庄易投网络科技有限公司
Copyright © 2005-2024 版权所有 招标网 京ICP证050708号-1 证书
京公网安备 11010802028602号